現場に材料が搬入されるまで
マンションの外観を引き立てる
タイル

取材協力:ダントー株式会社様
45二丁掛タイルの製造
-
1.製坏(セイハイ)・成形工程
磁器質タイルの原料は、 天然の石・粘土等からなり、石類は粗粉砕され、配合物はボールミルにて微粉砕され、泥しょう状となります。これをスプレードライヤーで噴霧乾燥し、含水率約6%の坏土(ハイド)をつくります。坏土(ハイド)は自動的に金型に供給され、所定の圧力(150~300㎏/㎠)で成形され、生地が作られます。

-
2.施釉(セユウ)・焼成工程
タイル生地の表面に、別に作られたうわぐすり(釉薬 :長石 ・石灰・粘土・顔料等の泥しょう)を噴霧します。乾燥されたタイル生地は、耐火物の容器(匣:さや)に入れられ、トンネル窯で約1250度にて焼成され、磁器質タイルとなります。
-
3.選別工程と配色・紙貼工程
窯出しされたタイルは、製品規格で定められた基準による限度見本と対比し、全数選別します。色調検査されたタイルは、指定のパターンになるように並べられ、紙貼り加工されます。

-
4.出荷され現場へ
箱詰めされたタイルの表示を確認して、パレットに積み出荷されます。そして各現場へと向かいます。

二丁掛タイルの製造
-
1.原料注入
粘土は愛知県産及び岐阜県産のもので、天然採掘品、水簸ケーキ品をタイルの基本ベースとします。

-
2.配合混練と成形
せっ器ベース土に所定の骨材(シャモット)、顔料等を秤量・混合して、ニーダという機械で混練します。そして混練された原料を供給機に入れ、真空土練機にて押し出し成形します。

-
3.乾燥・台車積み
成形されたものは、自動切断機により定寸切断されます。仕上げされた生産品は乾燥台車に積み、乾燥炉にて約5日間乾燥します。加工された生地は、棚板を使用して規定重量調整しながら焼成に適した積姿に台車積みされます。

-
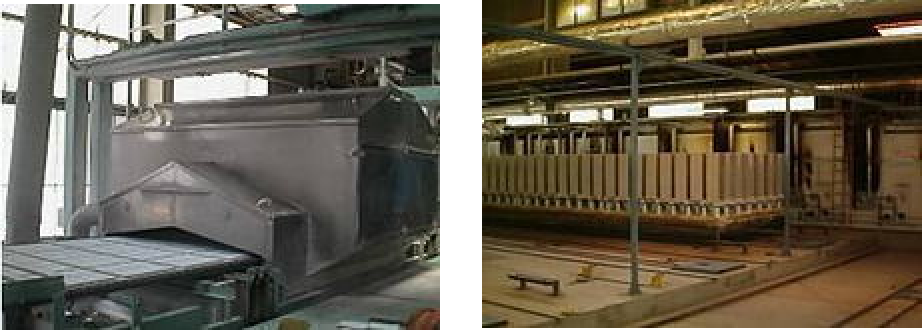
4.焼成・選別
台車積みされた白地はトンネル窯に入れ、最高温度約1230度で一昼夜半かけて焼き上げていきます。そして焼き上げられたタイルは、選別工程で製品規格に定められた基準による限度見本と対比し、全数検査します。さらに良品は、指定色見本に合うように配色され梱包されます。

-
5.検査・出荷
寸法:1現場1ロットとして、任意の10個を抜き取り測定します。
外観:1現場1ロットとして、任意の1m2分を抜き取り検査します。
性状:1現場1ロットとして、吸水率・曲げ破壊荷重は各5枚を検査します。
-
6.現場へ
箱詰めされたタイルの表示を確認してパレットに積み、出荷します。写真は当社物件の実際の施工中の様子です。


